




Время литий-ионных ИБП: пожароопасность или безопасный шаг в будущее?
Здравствуйте, друзья!
После публикации статьи «ИБП и батарейный массив: куда ставить? Да подожди ты» было много комментариев по поводу опасности Li-Ion решений для серверных и ЦОД. Поэтому сегодня попробуем разобраться, в чём отличия промышленных решений на литии для ИБП от батарейки в вашем гаджете, как отличаются условия эксплуатации батарей в серверной, почему в телефоне Li-Ion батарея служит не более 2-3 лет, а в ЦОДе эта цифра возрастёт до 10 и более лет. Почему риски возгорания лития в ЦОД/серверной минимальны.
Да, аварии на батареях ИБП возможны вне зависимости от типа накопителей энергии, а вот миф «пожароопасности» промышленных решений на литии не соответствует действительности.
Ведь многие видели тот ролик с возгоранием телефона c литиевым аккумулятором в движущейся по шоссе машине? Итак, посмотрим, разберёмся, сравним…
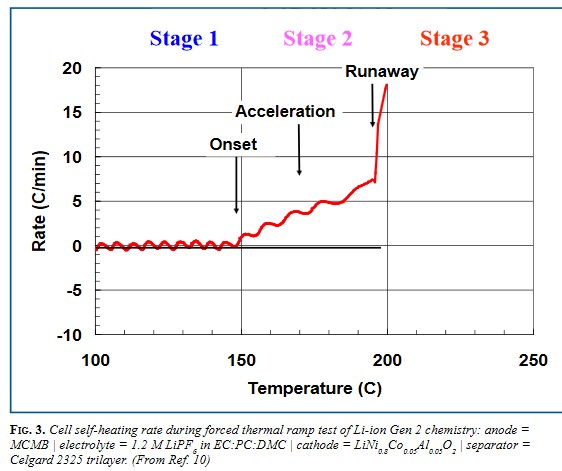
Здесь видим типичный случай неконтролируемого самонагрева, теплового разгона батареи телефона, приведшего к такому инциденту. Вы скажете: ВОТ! Это всего лишь телефон, в серверную поставит такое только сумасшедший!
Уверен, изучив данный материал, читатель изменит свою точку зрения по этому вопросу.
Текущая ситуация на рынке ЦОД
Ни для кого не секрет, что строительство ЦОД – это долгосрочное капиталовложение. Цена только инженерного оборудования может составлять 50% от стоимости всех капитальных затрат. Горизонт окупаемости – примерно 10-15 лет. Закономерно возникает желание снизить полную стоимость владения на всём жизненном цикле ЦОД, а попутно ещё и уплотнить инженерное оборудование, максимально освободив площади под полезную нагрузку.
Оптимальное решение – промышленные ИБП новой итерации на базе Li-Ion аккумуляторов, которые уже давно избавились от «детских болезней» в виде пожароопасности, некорректных алгоритмов заряда-разряда, обросли массой защитных механизмов.
С увеличением мощностей вычислительного и сетевого оборудования растёт спрос на ИБП. Одновременно увеличиваются требования ко времени автономной работы от аккумуляторных батарей в случае проблем с централизованным электроснабжением и/или сбоями при запуске резервного источника питания в случае применения/наличия ДГУ.
Основных причин, на наш взгляд, тут две:
- Стремительный рост объёмов обрабатываемой и передаваемой информации
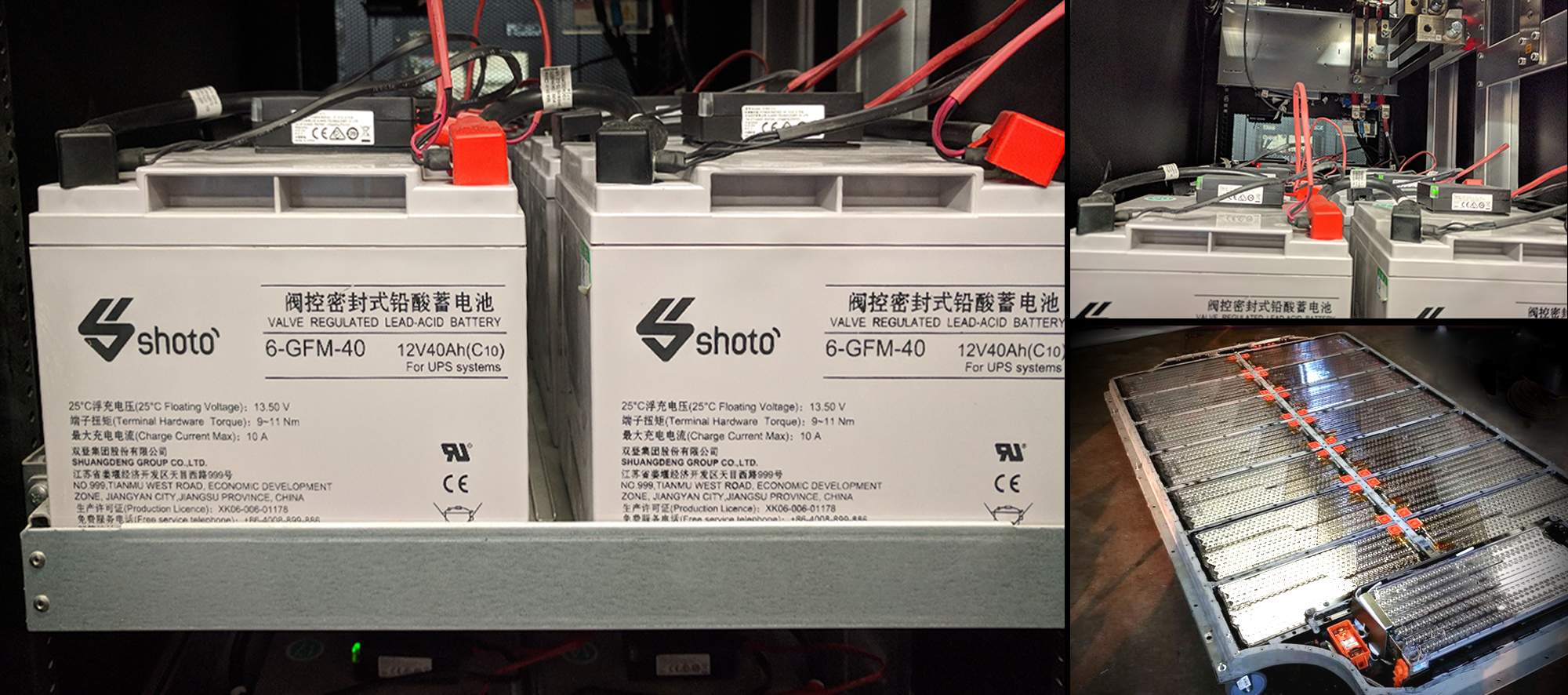
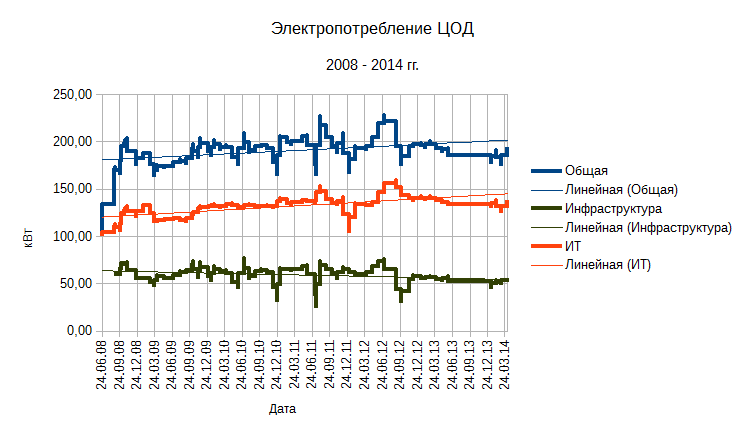
Например, новый пассажирский самолёт Boeing
787 Dreamliner за один полёт генерирует более 500 гигабайт информации, которую
нужно сохранить и обработать. - Рост динамики потребления электрической энергии. Несмотря на общий тренд снижения энергопотребления ИТ-оборудования, снижения удельного потребления энергии электронными компонентами.
К 2025 году, согласно прогнозам, общий объём данных в мире увеличится в 10 раз по сравнению с 2016 годом.
Всё-таки, насколько безопасен литий для ИБП серверной или ЦОД?
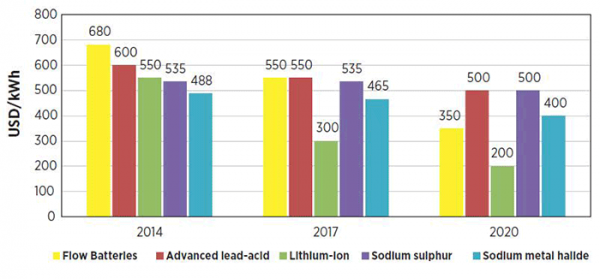
Недостаток: высокая стоимость Li-Ion решений. Цена литий-ионных АКБ всё ещё остаётся высокой по сравнению со стандартными решениями. По оценкам компании SE начальные расходы для мощных ИБП свыше 100 кВА для Li-Ion решений будут выше в 1,5 раза, но в конечном итоге экономия на владении составит 30-50%. Если провести сравнения с военно-промышленным комплексом других стран, то вот новость о запуске в эксплуатацию японской подводной лодки с Li-Ion батареями. Довольно часто в подобных решениях применяют литий-железо-фосфатные батареи (на фото- LFP) ввиду относительной дешевизны и большей безопасности.
Цена литий-ионных АКБ всё ещё остаётся высокой по сравнению со стандартными решениями. По оценкам компании SE начальные расходы для мощных ИБП свыше 100 кВА для Li-Ion решений будут выше в 1,5 раза, но в конечном итоге экономия на владении составит 30-50%. Если провести сравнения с военно-промышленным комплексом других стран, то вот новость о запуске в эксплуатацию японской подводной лодки с Li-Ion батареями. Довольно часто в подобных решениях применяют литий-железо-фосфатные батареи (на фото- LFP) ввиду относительной дешевизны и большей безопасности.
Риск: пожароопасность.
Вот тут и разберёмся с целью публикации, так как мнения о безопасности данных решений существуют диаметрально противоположные. Но это всё лирика, а что у нас с конкретными промышленными решениями?
Вопросы безопасности мы уже рассматривали в нашей cтатье, но ещё раз остановимся на этом вопросе. Обратимся к рисунку, где рассматривался уровень защиты модуля и ячейки LMO/NMC аккумулятора производства Samsung SDI и используемой в составе ИБП Schneider Electric.
Химические процессы были рассмотрены в статье пользователя LadyN Как взрываются литий-ионные аккумуляторы. Попробуем разобраться в возможных рисках в нашем конкретном случае и сопоставить с многоуровневой защитой в ячейках Samsung SDI, являющихся составной частью готовой Li-Ion стойки Type G в составе комплексного решения на базе Galaxy VM.
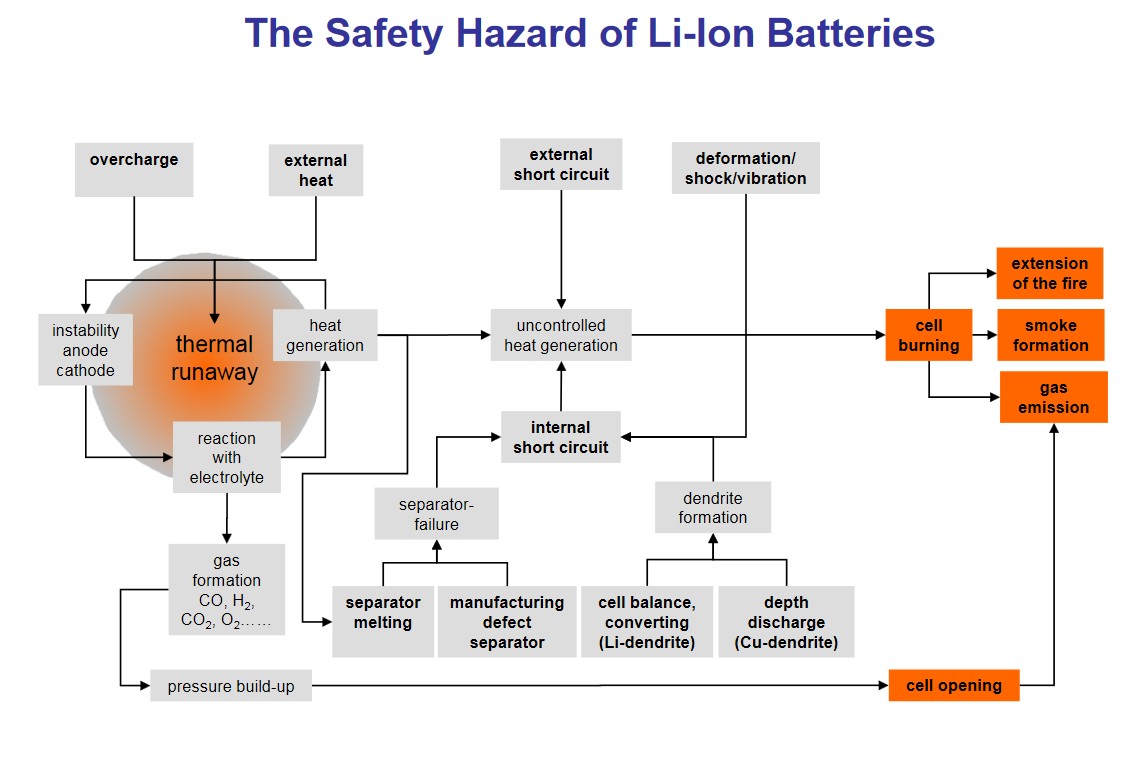
Начнём с общего случая блок-схемы рисков и причин возгорания литий-ионной ячейки.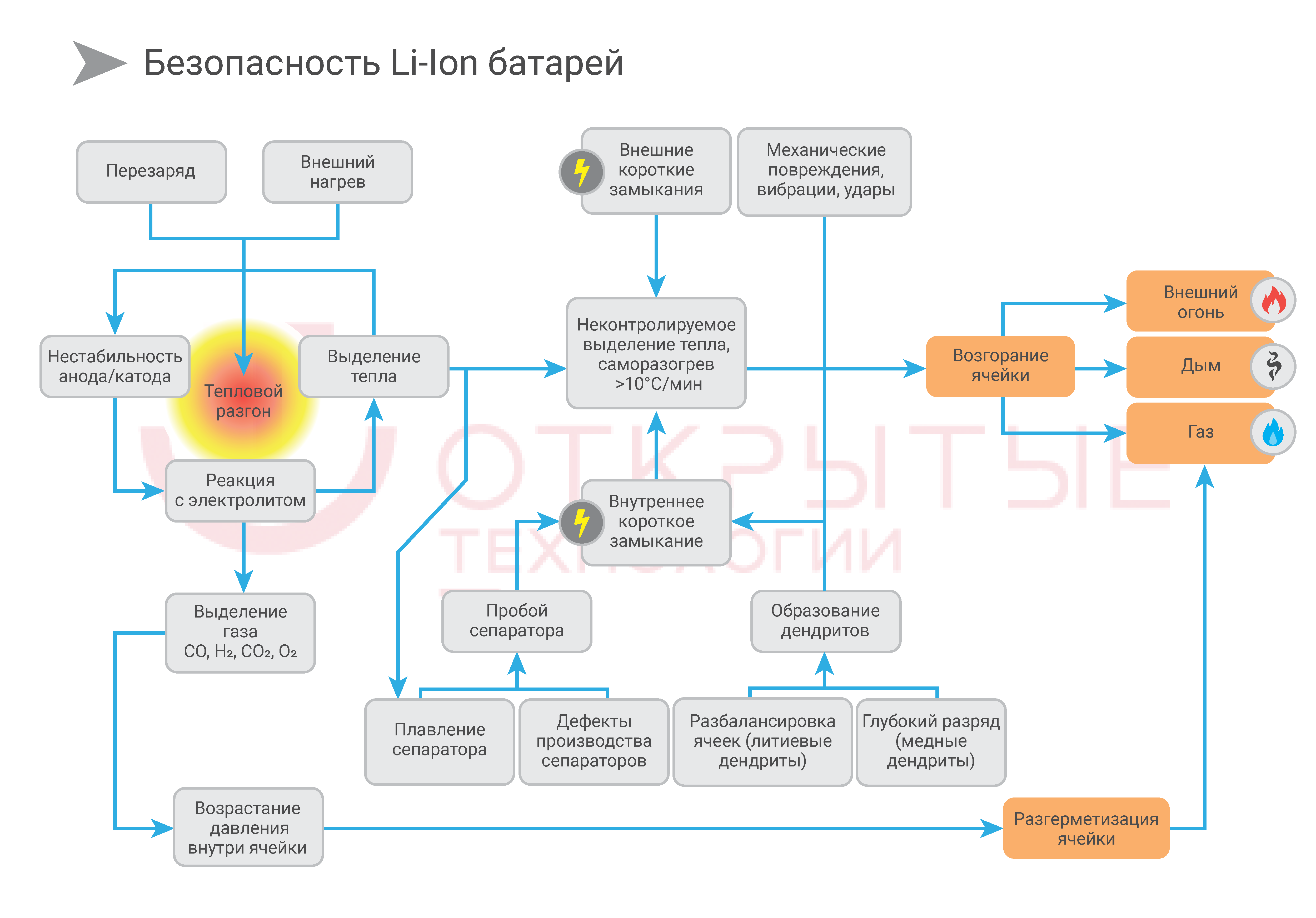
А покрупнее? Фото кликабельно.
06.07.2020